硅/铝异质接头协同超声波焊锡性能研究
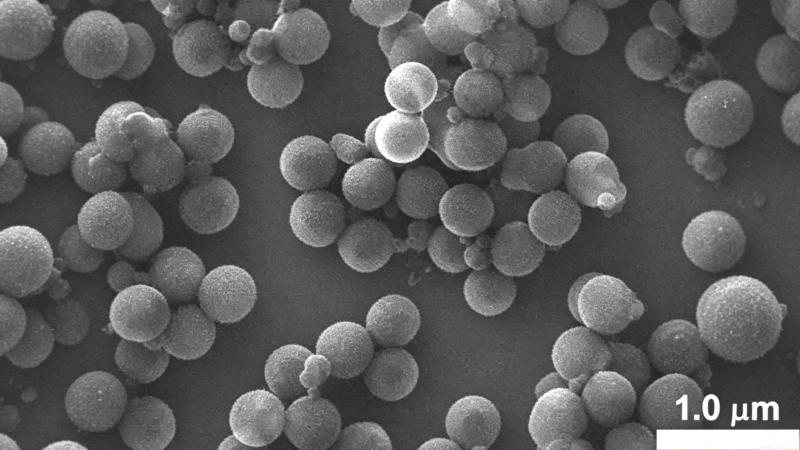
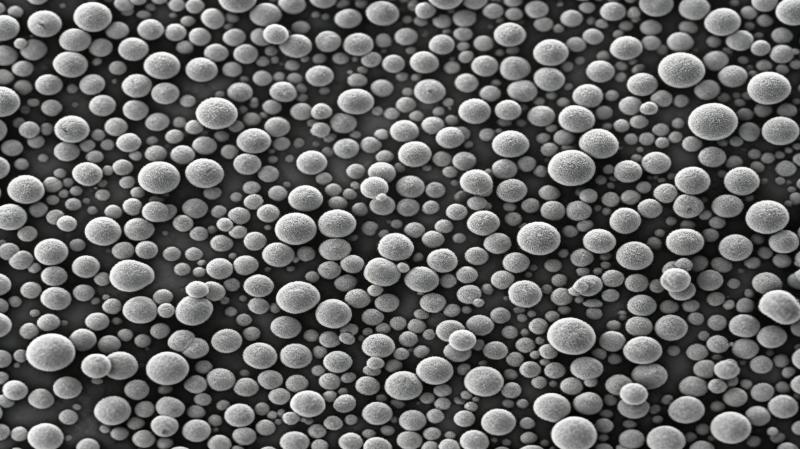
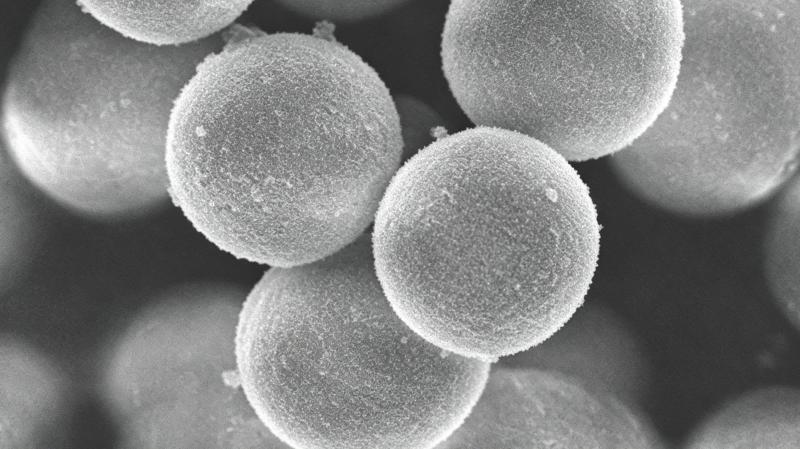
硅/铝异质接头协同超声波焊锡性能研究 为解决大功率微机电系统(MEMS)封装中的异质连接难题与散热瓶颈,本文结合焊料微合金化与中间层金属改性技术,开展单晶硅/Sn-58Bi/2024铝合金接头的超声波焊锡试验研究,分析银、铜微合金化改性及铜、镍、钛金属中间层对接头微观组织与力学性能的影响规律。 试验结果表明,Sn-58Bi-0.5Ag0.5Cu焊料的强化效果最优,可将接头剪切强度提升至39.0 MPa,较基础焊料提升40.8%。性能提升的核心原因是微合金化实现了晶粒细化,同时析出弥散分布的银锡、铜锡金属间化合物,有效强化了接头界面结构。但过量合金化会增大焊料黏度,抑制超声波空化效应,诱发脆性铜铝、铜锡化合物聚集析出,反而劣化接头连接性能。 铜、镍、钛金属中间层均可有效缓解硅铝异质连接的残余热应力,其中镍箔中间层改性效果最为优异。镍中间层可构建最优的热应力梯度,形成厚度1.80 μm的稳定铜镍锡反应层。相较于铜中间层生成的3.46 μm厚铜锡化合物层,该薄层致密结构能够有效阻碍裂纹扩展,将接头剪切强度进一步提升至56.9 MPa。断裂形貌分析证实,接头失效模式由硅基底脆性断裂转变为焊缝内准解理断裂,大幅提升了接头整体结构完整性。 现阶段低温封装领域中,Sn-58Bi焊料凭借139 ℃低熔点、良好润湿性及环保特性,成为硅铝异质低温连接的核心材料,但其本征脆性始终制约接头可靠性。现有研究多单一聚焦纳米颗粒改性或中间层强化,鲜有结合两种工艺的协同改性研究。本文创新融合微合金化与金属中间层技术,有效弥补了单一改性工艺的短板。 [...]