

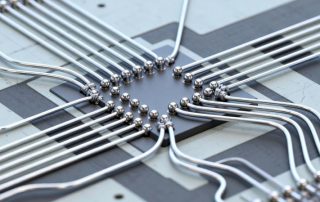
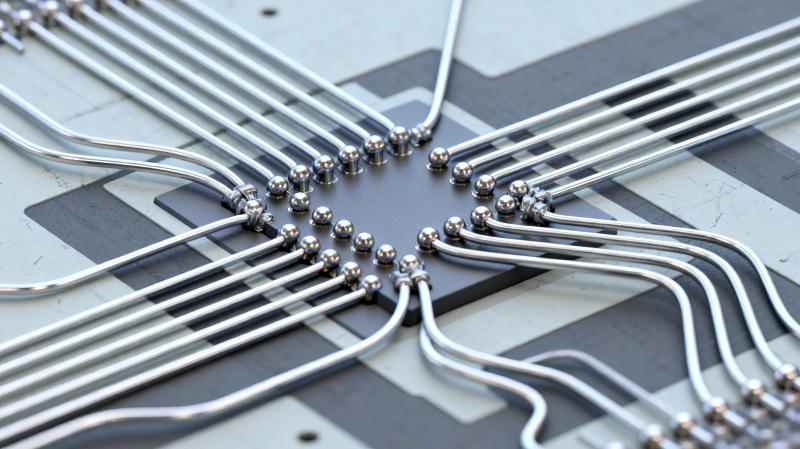
传感器引线信号传输
传感器引线信号传输 传感器引线信号传输 - 超声波传感器 - 上海瀚翎 在自动化控制、智能制造与精准监测的体系中,传感器如同“神经末梢”,而连接传感器与控制系统的引线,便是保障信号传输的“生命线”。这些看似普通的线缆,承载着温度、压力、流量等关键物理量的信号传递任务,直接决定了整个系统的监测精度与运行稳定性,其重要性不亚于传感器本身。 传感器引线的卓越性能源于科学的结构设计。典型的引线由导体、绝缘层、屏蔽层和外护套四部分构成,各组件各司其职。导体多采用铜线或镀锡铜线,确保信号传输的流畅性;绝缘层选用PVC、聚乙烯等材料,避免导体间短路或外界电气干扰;金属屏蔽层如铝箔、铜编织网,能有效抵御电磁干扰,守护微弱信号的完整性;外护套则提供物理防护,抵御机械损伤、化学腐蚀与温度变化的侵蚀,延长引线使用寿命。 不同应用场景对传感器引线提出了差异化要求。在石油化工、冶金等恶劣工业环境中,引线需具备耐高温、抗腐蚀的特性,以适应高温、多尘、化学蒸汽的复杂条件;医疗设备中的引线则强调生物兼容性与高灵敏度,确保体温、心电等微弱信号的精准传输;市政供热管网的引线需兼顾防水与温度补偿功能,保障热媒温度监测的稳定性。无论是工业生产线的实时监控,还是医疗设备的精准检测,合适的引线都是系统可靠运行的前提。 引线的选型与使用规范直接影响系统效能。选型时需重点关注抗干扰能力、耐环境性能与阻抗匹配度,例如高频信号传输需选用阻抗精准的同轴电缆,强干扰环境应优先选择屏蔽层覆盖率高的引线。安装过程中,屏蔽层单端接地、避免与干扰源线缆并行敷设、确保接线端子紧密接触等细节,能有效减少信号漂移与丢失。忽视这些细节,可能导致信号波动、数据缺失,甚至引发系统误动作。 [...]



的分散性-320x202.jpg)





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
的分散性.jpg){kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}